

Abstract
Mn-Ga-Al/Fe-Co nanocomposite hard magnetic materials were combined from  hard magnetic and
hard magnetic and  soft magnetic phases. The nanoparticles of hard and soft magnetic phases were fabricated by using high energy ball milling method with milling times of 8 h and 32 h to have size of about 50 nm and 70 nm, respectively. The hard and soft magnetic phases were then mixed together for 1 h with different weight fractions of
soft magnetic phases. The nanoparticles of hard and soft magnetic phases were fabricated by using high energy ball milling method with milling times of 8 h and 32 h to have size of about 50 nm and 70 nm, respectively. The hard and soft magnetic phases were then mixed together for 1 h with different weight fractions of  soft magnetic phase from 5 to 20%. The nanocomposites show quite good exchange-spring coupling of hard and soft magnetic phases. Saturation magnetization
soft magnetic phase from 5 to 20%. The nanocomposites show quite good exchange-spring coupling of hard and soft magnetic phases. Saturation magnetization  and coercivity
and coercivity  of the nanocomposites strongly depend on the weight fraction of the soft magnetic phase. The
of the nanocomposites strongly depend on the weight fraction of the soft magnetic phase. The  increases rapidly, while the
increases rapidly, while the  decreases with increasing the fraction of the soft magnetic phase. With appropriate fabrication conditions, the Mn-Ga-Al/Fe-Co nanocomposites can possess
decreases with increasing the fraction of the soft magnetic phase. With appropriate fabrication conditions, the Mn-Ga-Al/Fe-Co nanocomposites can possess  emu g−1 and
emu g−1 and  . Maximum energy products,
. Maximum energy products,  , above 4 MGOe have been achieved for this kind of rare earth-free hard magnetic materials.
, above 4 MGOe have been achieved for this kind of rare earth-free hard magnetic materials.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Hard magnetic materials known as permanent magnets were discovered and applied since BC. Nowadays, permanent magnets present everywhere in both the industry and social life such as motors, generators, computers, microwaves, loudspeakers, ore-sorters, magnetic resonance imaging, etc [1]. Currently, permanent magnets are divided into two groups, rare earth-free magnets and rare earth-containing ones. The group of rare earth-free magnets consists of Alnico, Ferrite, etc [2–7], which contain cheap components but their quality is not high. In contrast, the rare earth magnets such as Nd-Fe-B [8] and Sm-Co [9, 10] have good quality but high cost, due to content of rare earth elements, which are concentrated in only a few countries and restricted to exploitation as well as exportation. Therefore, many scientists have been constantly changing manufacture technology to improve the magnetic quantities of the traditional magnets. In addition, to change the manufacture technology, scientists are also focusing on reducing content of rare earth elements and finding new rare earth-free hard magnetic phases. Among rare earth-free magnets, the Mn-based compounds such as Mn-Bi, Mn-Ga are concentrated to study because they have high potential in practical applications [11–13]. The Mn-Bi system was discovered long time ago, but this system was not much concentrated because of the development of the rare earth magnets. The advantage of the Mn-Bi system is large amplitude and positive temperature coefficient of its coercivity. Recently, another Mn-based system, the Mn-Ga compounds have been found to reveal a strong hard magnetic phase, which have a relatively large coercivity of 20 kOe [14–16]. In terms of structure, the magnets are divided into micrometer-structure magnets and nanometer-structure magnets. The magnets with nanostructures have been more and more investigated and applied because of their interesting physical properties in nanometer scale. In 1993, the  nanocomposite material was found [17], which had superior magnetic properties compared to those of previous hard magnetic materials. According to theoretical calculations, nanocomposite hard magnetic materials might have a maximum energy product
nanocomposite material was found [17], which had superior magnetic properties compared to those of previous hard magnetic materials. According to theoretical calculations, nanocomposite hard magnetic materials might have a maximum energy product  more than 100 MGOe [18] based on a combination of strong coercivity of hard magnetic phases and high saturation magnetization of soft magnetic phases. Recently, the Mn-Ga based hard magnetic materials have been attracting research interests as a new hard magnetic phase for the nanocomposite materials [19–23]. By adding elements such as Cu, Fe, Al... the
more than 100 MGOe [18] based on a combination of strong coercivity of hard magnetic phases and high saturation magnetization of soft magnetic phases. Recently, the Mn-Ga based hard magnetic materials have been attracting research interests as a new hard magnetic phase for the nanocomposite materials [19–23]. By adding elements such as Cu, Fe, Al... the  -type hard magnetic phase is formed more easily and its coercivity can exceed 10 kOe, high enough for coupling with the soft magnetic phase. As for the soft magnetic phase of the nanocomposites, Fe-Co alloys are commonly selected because of their high saturation magnetization up to 245 emu g−1 [24, 25]. There are several methods to fabricate the nanocomposites including melt-spinning, high energy mechanical milling, spark-plasma sintering... In this report, we present the results of studying
-type hard magnetic phase is formed more easily and its coercivity can exceed 10 kOe, high enough for coupling with the soft magnetic phase. As for the soft magnetic phase of the nanocomposites, Fe-Co alloys are commonly selected because of their high saturation magnetization up to 245 emu g−1 [24, 25]. There are several methods to fabricate the nanocomposites including melt-spinning, high energy mechanical milling, spark-plasma sintering... In this report, we present the results of studying  /
/ nanocomposites prepared by high energy mechanical milling and subsequently annealing.
nanocomposites prepared by high energy mechanical milling and subsequently annealing.
2. Experiment
The  hard magnetic and
hard magnetic and  soft magnetic phases were prepared by high energy ball milling method from high-purity (99.9%) Mn, Ga, Al, Fe, and Co elements. Before milling, the
soft magnetic phases were prepared by high energy ball milling method from high-purity (99.9%) Mn, Ga, Al, Fe, and Co elements. Before milling, the  ingots were fabricated by arc-melting method. The
ingots were fabricated by arc-melting method. The  and
and  alloys were milled with the same ratio of ball/powder of 4/1 but different milling times of 8 and 32 h, respectively, in pure ethanol solvent to limit oxidation and clustering of particles. After milling, the alloy powders were dried in a vacuum chamber for a time period of 12 h. The
alloys were milled with the same ratio of ball/powder of 4/1 but different milling times of 8 and 32 h, respectively, in pure ethanol solvent to limit oxidation and clustering of particles. After milling, the alloy powders were dried in a vacuum chamber for a time period of 12 h. The  nanoparticle powder was annealed from
nanoparticle powder was annealed from  to
to  for various times from 2 to 45 min. The
for various times from 2 to 45 min. The  hard magnetic nanopaticles were mixed into the
hard magnetic nanopaticles were mixed into the  soft magnetic ones with various weight fractions from 5 to 20%. The mixed powder was then pressed and annealed at
soft magnetic ones with various weight fractions from 5 to 20%. The mixed powder was then pressed and annealed at  for 15 min to obtain nanocomposite magnets. The milling and mixing processes were carried out on a SPEX 8000D Mixer/Mill and the mixed powder was made into pellets under pressure of
for 15 min to obtain nanocomposite magnets. The milling and mixing processes were carried out on a SPEX 8000D Mixer/Mill and the mixed powder was made into pellets under pressure of  . The structure and particle size of the samples were analyzed by x-ray diffraction (XRD) and scanning electron microscope (SEM) methods. The magnetic properties of the samples were investigated by magnetization measurements on pulsed field and vibrating sample magnetometers.
. The structure and particle size of the samples were analyzed by x-ray diffraction (XRD) and scanning electron microscope (SEM) methods. The magnetic properties of the samples were investigated by magnetization measurements on pulsed field and vibrating sample magnetometers.
3. Results and discussions
Figure 1 shows the SEM images of the  and
and  alloy powders after milling for 8 and 32 h, respectively. One can realize that particle size of the powder is fairly uniform for both the samples, in the range of 40–60 nm for Mn-Ga-Al particles and 60–80 nm for Fe-Co ones. The average size of the particles of
alloy powders after milling for 8 and 32 h, respectively. One can realize that particle size of the powder is fairly uniform for both the samples, in the range of 40–60 nm for Mn-Ga-Al particles and 60–80 nm for Fe-Co ones. The average size of the particles of  and
and  was roughly determined to be 50 and 70 nm, respectively.
was roughly determined to be 50 and 70 nm, respectively.

Figure 1. SEM images of  and
and  powders with milling times of 8 h (a) and 32 h (b), respectively.
powders with milling times of 8 h (a) and 32 h (b), respectively.
Download figure:
Standard image High-resolution imageFigure 2(a) presents X-ray diffraction patterns of the as-milled  and
and  samples. The XRD patterns of the
samples. The XRD patterns of the  alloy show two characteristic peaks of FeCo phase at
alloy show two characteristic peaks of FeCo phase at  and
and  . As for the XRD patterns of the
. As for the XRD patterns of the  sample, there appear two crystalline phases of MnAl and Mn3Ga with structural types of
sample, there appear two crystalline phases of MnAl and Mn3Ga with structural types of  and
and  . The number of diffraction peaks of the MnAl phase is more than that of the
. The number of diffraction peaks of the MnAl phase is more than that of the  phase. Besides, the intensity of the
phase. Besides, the intensity of the  peaks is lower than that of the MnAl phase. From hysteresis loops in figure 2(b), one can see that the
peaks is lower than that of the MnAl phase. From hysteresis loops in figure 2(b), one can see that the  sample shows a soft magnetic behavior with a high saturation magnetization of 227 emu g−1 and a low coercivity of 73 Oe. As for the
sample shows a soft magnetic behavior with a high saturation magnetization of 227 emu g−1 and a low coercivity of 73 Oe. As for the  sample, its saturation magnetization and coercivity are less than 5 emu g−1 and 10 Oe, respectively. Thus, the milling process does not produce a hard magnetic phase for the Mn-Ga-Al alloy.
sample, its saturation magnetization and coercivity are less than 5 emu g−1 and 10 Oe, respectively. Thus, the milling process does not produce a hard magnetic phase for the Mn-Ga-Al alloy.
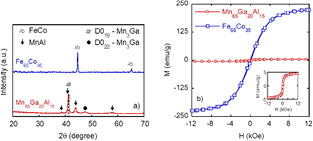
Figure 2. XRD patterns (a) and hysteresis loops (b) of  and
and  samples with milling times of 8 and 32 h, respectively.
samples with milling times of 8 and 32 h, respectively.
Download figure:
Standard image High-resolution imageIn order to improve the  hard magnetic phase, the
hard magnetic phase, the  powder was annealed at different temperatures. Figure 3 shows the XRD patterns of the
powder was annealed at different temperatures. Figure 3 shows the XRD patterns of the  powder annealed at different temperatures for 15 min.
powder annealed at different temperatures for 15 min.

Figure 3. XRD patterns of the  powder annealed at different temperatures for 15 min.
powder annealed at different temperatures for 15 min.
Download figure:
Standard image High-resolution imageFrom the XRD patterns, one can see that, the two crystalline phases of  and
and  were formed in the samples with the annealing temperatures of
were formed in the samples with the annealing temperatures of  . Intensity of XRD peak of the
. Intensity of XRD peak of the  hard magnetic phase is higher than that of the
hard magnetic phase is higher than that of the  phase and that of the peak at
phase and that of the peak at  dramatically increases. Thus, the annealing process improved the
dramatically increases. Thus, the annealing process improved the  -
- hard magnetic phase. When the annealing temperature increases to
hard magnetic phase. When the annealing temperature increases to  , the number and intensity of the
, the number and intensity of the  -
- peaks decrease. Along with the reduction of the D022-Mn3Ga phase, there appear some XRD peaks corresponding to MnAl phase. From the XRD patterns, we can realize that the optimal annealing temperature for the formation of the hard magnetic phase is from
peaks decrease. Along with the reduction of the D022-Mn3Ga phase, there appear some XRD peaks corresponding to MnAl phase. From the XRD patterns, we can realize that the optimal annealing temperature for the formation of the hard magnetic phase is from  to
to  .
.
Hysteresis loops at room temperature of the  powder annealed in various conditions is presented in figure 4. Most of the hysteresis loops have quite large squareness and coercivity, indicating that the magnetocrystalline anisotropy in the samples is high. The results showed that the optimal annealing temperature for the best magnetic properties is
powder annealed in various conditions is presented in figure 4. Most of the hysteresis loops have quite large squareness and coercivity, indicating that the magnetocrystalline anisotropy in the samples is high. The results showed that the optimal annealing temperature for the best magnetic properties is  . The results are consistent with those obtained on the XRD patterns (figure 3). Figure 4(b) shows the hysteresis loops of the samples annealed at
. The results are consistent with those obtained on the XRD patterns (figure 3). Figure 4(b) shows the hysteresis loops of the samples annealed at  for various times. The results of our hard magnetic properties obtained on these Mn-Ga-Al samples are similar to those of other research groups on the same material [20, 23, 26]. From the obtained results, we selected the annealing temperature of
for various times. The results of our hard magnetic properties obtained on these Mn-Ga-Al samples are similar to those of other research groups on the same material [20, 23, 26]. From the obtained results, we selected the annealing temperature of  and time of 15 min for the hard magnetic phase. The
and time of 15 min for the hard magnetic phase. The  powder after annealing has a saturation magnetization of 34 emu g−1 and a coercivity of 12 kOe.
powder after annealing has a saturation magnetization of 34 emu g−1 and a coercivity of 12 kOe.
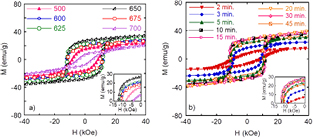
Figure 4. Hysteresis loops at room temperature of the  annealed at different temperatures for 15 min (a), and at temperature of 650 °C for various times (b). The insets enlarge the first quarter of the plots.
annealed at different temperatures for 15 min (a), and at temperature of 650 °C for various times (b). The insets enlarge the first quarter of the plots.
Download figure:
Standard image High-resolution imageTo produce the Mn-Ga-Al/Fe-Co nanocomposite magnets, the  powder was mixed with the soft magnetic
powder was mixed with the soft magnetic  powder with various weight fractions. After pressing into pellets, the mixed powder was annealed at
powder with various weight fractions. After pressing into pellets, the mixed powder was annealed at  for 15 min.
for 15 min.
Figure 5(a) shows hysteresis loops of the nanocomposite samples with 5, 10, 15 and 20 wt% of the  soft magnetic phase. One can see that the saturation magnetization
soft magnetic phase. One can see that the saturation magnetization  of the nanocomposites increases with increasing the weight fraction of the soft magnetic phases while their coercivity
of the nanocomposites increases with increasing the weight fraction of the soft magnetic phases while their coercivity  rapidly decreases. The hysteresis loops of the nanocomposites with high fraction of the soft magnetic phase are sunken. The sunken level of the hysteresis loops increases with increasing the fraction of the soft magnetic phase. This can be explained as follows. According to theoretical models, Skomski-Coey and Kneller-Hawig [17, 18], for nanocomposite materials, to have good interactions between the two hard/soft magnetic phases, the optimal particle size is about 10 nm. In this work, the particle size of the samples prepared by the high energy ball milling method is rather larger (50–70 nm). Thus, the particle size of the hard and soft magnetic phases is not optimal. Therefore, a part of the crystalline particles of the hard magnetic and soft magnetic phases has no interaction between them but exists independently.
rapidly decreases. The hysteresis loops of the nanocomposites with high fraction of the soft magnetic phase are sunken. The sunken level of the hysteresis loops increases with increasing the fraction of the soft magnetic phase. This can be explained as follows. According to theoretical models, Skomski-Coey and Kneller-Hawig [17, 18], for nanocomposite materials, to have good interactions between the two hard/soft magnetic phases, the optimal particle size is about 10 nm. In this work, the particle size of the samples prepared by the high energy ball milling method is rather larger (50–70 nm). Thus, the particle size of the hard and soft magnetic phases is not optimal. Therefore, a part of the crystalline particles of the hard magnetic and soft magnetic phases has no interaction between them but exists independently.
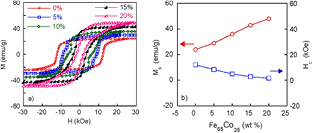
Figure 5. Hysteresis loops (a), saturation magnetization and coercivity (b) at room temperature of  /
/ nanocomposites with 5, 10, 15 and 20 wt% of
nanocomposites with 5, 10, 15 and 20 wt% of  .
.
Download figure:
Standard image High-resolution imageFigure 6 presents the maximum energy product  of the nanocomposite samples with various weight fractions of the soft magnetic phase. Table 1 shows saturation magnetization,
of the nanocomposite samples with various weight fractions of the soft magnetic phase. Table 1 shows saturation magnetization,  , coercivity,
, coercivity,  , and maximum energy product,
, and maximum energy product,  , of the nanocomposites with various fractions of the soft magnetic phase. One can see that the saturation magnetization monotonously increases from 32 to 54 emu g−1, while the coercivity fast decreases from 12 to 1.7 kOe with increasing the weight fraction of the soft magnetic phase of Fe65Co35. As for the maximum energy product, its value reaches a maximum of 4.3 MGOe at 15 wt% of the soft magnetic phase. To enhance
, of the nanocomposites with various fractions of the soft magnetic phase. One can see that the saturation magnetization monotonously increases from 32 to 54 emu g−1, while the coercivity fast decreases from 12 to 1.7 kOe with increasing the weight fraction of the soft magnetic phase of Fe65Co35. As for the maximum energy product, its value reaches a maximum of 4.3 MGOe at 15 wt% of the soft magnetic phase. To enhance  , the optimal size of the magnetic nanoparticles should be found to make the best exchange-spring interaction for the material.
, the optimal size of the magnetic nanoparticles should be found to make the best exchange-spring interaction for the material.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Magnetic characteristic curves (a)–(e) and maximum energy product  (f) of the nanocomposites with various fractions of the soft magnetic phase.
(f) of the nanocomposites with various fractions of the soft magnetic phase.
Download figure:
Standard image High-resolution image{kind=link}
Table 1. Saturation magnetization,  , coercivity,
, coercivity,  , and maximum energy product,
, and maximum energy product,  , of the nanocomposites with various fractions of the soft magnetic phase.
, of the nanocomposites with various fractions of the soft magnetic phase.
 (wt%) (wt%) |
 (emu g−1) (emu g−1) |
 (kOe) (kOe) |
 (MGOe) (MGOe) |
|---|---|---|---|
| 0 | 32 | 12 | 1.7 |
| 5 | 38 | 9.2 | 2.4 |
| 10 | 43 | 7.4 | 3.3 |
| 15 | 48 | 4.7 | 4.3 |
| 20 | 54 | 1.7 | 2.7 |
In comparison with other rare earth-free hard magnetic materials, our Mn-Ga-Al/Fe-Co nanocomposite magnets have moderate magnetic parameters. For examples, the Co-C based hard magnetic phases ( ,
,  , ...) have
, ...) have  of about 3 kOe [27, 28], the Hf-Co based ones (
of about 3 kOe [27, 28], the Hf-Co based ones ( ,
,  , ...) have
, ...) have  of about 4.5 kOe [29, 30]. The maximum energy product of these rare earth-free hard magnetic materials is commonly less than 5 MGOe.
of about 4.5 kOe [29, 30]. The maximum energy product of these rare earth-free hard magnetic materials is commonly less than 5 MGOe.
4. Conclusions
We have successfully fabricated the  hard magnetic nanoparticles with coercivity of 12 kOe and the
hard magnetic nanoparticles with coercivity of 12 kOe and the  soft magnetic nanoparticles with a high saturation magnetization of 227 emu g−1 by high energy mechanical milling method. The magnetic properties of the
soft magnetic nanoparticles with a high saturation magnetization of 227 emu g−1 by high energy mechanical milling method. The magnetic properties of the  /
/ nanocomposites were investigated with variation of the fraction of the soft magnetic phase from 5 to 20 wt%. The maximum energy product of 4.3 MGOe has been achieved for these rare earth-free nanocomposites.
nanocomposites were investigated with variation of the fraction of the soft magnetic phase from 5 to 20 wt%. The maximum energy product of 4.3 MGOe has been achieved for these rare earth-free nanocomposites.
Acknowledgments
This research is funded by Vietnam National Foundation for Science and Technology Development (NAFOSTED) under grant number 103.02-2017.28. A part of our work was done at Key Laboratory for Electronic Materials and Devices, and Laboratory of Magnetism and Superconductivity, Institute of Materials Science, VAST, Vietnam.