
Abstract
Metal matrix nanocomposites have become popular in industrial applications. Carbon nanotubes (CNTs), since theirs appearance, with their unique properties such as exceptionally small diameters and high Young's modulus, tensile strength and high chemical stability, are considered to be an attractive reinforcement material for lightweight and high-strength metallic matrix composites. The powder metallurgy method allows nanocomposite materials, notably metal–ceramic composites, to be produced by sintering a mixture of powders.
In this study, we have utilized the powder metallurgy method to fabricate a Cu/CNT nanocomposite. Sintering is the important process in this method; it is the process whereby powder compacts are heated so that adjacent particles fuse together. The aim of this paper is to investigate the effect of sintering temperature on the mechanical properties of the Cu/CNT nanocomposite. The sintering temperature was in the range of 850–950 °C for 2 h. A correlation between the microstructure and mechanical properties, including the microstructure, density, hardness and compressive strength, is established. In this process, the density, and the physical and mechanical properties of the nanocomposites, can be changed, depending on the rate of sintering as well as the sintering temperature.
Export citation and abstract BibTeX RIS

Content from this work may be used under the terms of the Creative Commons Attribution-NonCommercial-ShareAlike 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Composite materials have become a necessity for modern technology, due to their improved physical and mechanical properties. Metal matrix composites (MMCs) have been developed in recent years, among which aluminum matrix composites have found various applications in the industry. Since the discovery of carbon nanotubes (CNTs) in 1991 by Iijima [1], there has been much interest and significant achievement in research and development of the materials. CNTs are increasingly attracting scientific and technological interest by virtue of their properties and potential applications [2]. Their high aspect ratio, strength, elastic modulus [3, 4], flexibility [5] and unique conductivity [6], along with other properties, have led to the use of CNTs as a novel fiber for a variety of composite materials. All of these features make CNTs an ideal reinforcement material for developing advanced nanocomposites to meet various application needs [7]. Recently, several research projects have shown that the addition of CNTs can considerably enhance the strength, toughness and conductivity of polymers and ceramics [8–14].
Metal matrix composites have been developed in recent years. Powder metallurgy is considered to be the most common production technique for MMCs, characterized by good dimensional and geometrical precision as well as good mechanical properties [15]. The conventional process involves three main steps: powder preparation, cold compaction in rigid dies and sintering [16]. The dimensions and geometrical features are mainly determined by the compaction step, and their precision depends on the compaction tools and parameters. Upon sintering, the metallic bonding between the powder particles is formed mainly by diffusion. Sintering is often accomplished by a decrease in volume. Here, we utilized the powder metallurgy method to fabricate a Cu/CNT nanocomposite. Figure 1 shows a schematic view of the synthesis process based on the powder metallurgy method. The aim of this work is to study the effect of the sintering temperature on the density and hardness of the Cu/CNT nanocomposite.
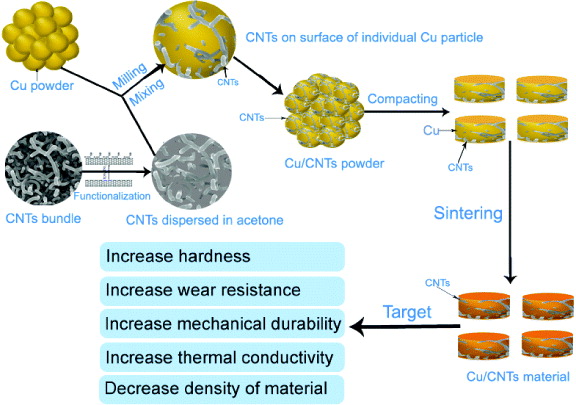
Figure 1 Schematic view of the Cu/CNT nanocomposite fabrication process based on the powder metallurgy method.
2. Experimental
In this work, copper powders of 2–3 μm in diameter and 99.9% purity produced by PEAXNM Company were used as a matrix material. Multi-walled carbon nanotubes (MWCNTs) produced by a chemical vapor deposition (CVD) process, with average dimensions of about 50 nm in diameter and 50 μm in length [17], were used as the reinforcement component. In order to improve the dispersion of CNTs in acetone, the CNTs were treated in hot acid (H 2 SO 4:HNO 3, 3:1) at 60 °C for 4 h [18]. The micro-sized Cu powder and the CNTs dispersed in acetone were mixed into nanocomposite powder through a high-energy ball milling process using a planetary miller for 6 h at 300 rpm. The reinforced fractions of CNTs in the nanocomposite were varied from 0 wt% to 3.5 wt%.
The mixture of CNTs and copper powder was pressed into steel dies under a compression force of 2.5 cm −3 for 30 s. The specimens were isothermally sintered at 100 °C for 1 h and sintering was at temperatures of 850, 900 and 950 °C for 2 h in a pure argon atmosphere. The testing specimens, containing 0–3.5 wt% of CNTs, were 20 mm in diameter and 10 mm in height. The density of the nanocomposite is a specific quantity that is calculated by dividing the weight by the volume. In such a case, the density of copper and the CNTs is alternately 8.9 and 1.4 g cm −3 [19]. Since these are clear values, we have evaluated the theoretical density of the Cu/CNT nanocomposite material. These values were compared with the measured density, which is the ratio of the weight and volume of the Cu/CNT nanocomposite specimens after sintering. The microstructure of the Cu/CNT nanocomposite was characterized using field emission scanning electron microscopy (FESEM-S4800 Hitachi). The Brinel hardness test was performed to evaluate the hardness of the Cu/CNT nanocomposite.
3. Results and discussions
The key point of this work is to improve the uniformity in dispersion of the CNTs in the Cu matrix. To achieve this target, the CNTs were chemically functionalized in H 2 SO 4:HNO 3 (3:1) at 60 °C for 4 h, so that the CNTs were well dispersed in the acetone solution. The Cu powders were poured into the CNT-acetone solution. By evaporating the acetone, the CNTs were wrapped onto the surface of each Cu particle.
The Cu/CNT nanocomposite powders fabricated by a high-energy ball milling process using a planetary miller show homogeneously implanted CNTs on the surface of individual Cu particles, as shown in figure 2(b). From this figure, the distribution of reinforcement of the CNTs in the copper matrix can be observed. The agglomeration of the CNTs can be avoided by using purified and functionalized CNTs and a milling process. The Cu/CNT nanocomposite powder was consolidated by a sintering process to fabricate Cu/CNT nanocomposites (figure 2(a)). The microstructure of the consolidated Cu/CNTs nanocomposites shows homogeneous distribution of carbon nanotubes within the Cu matrix.
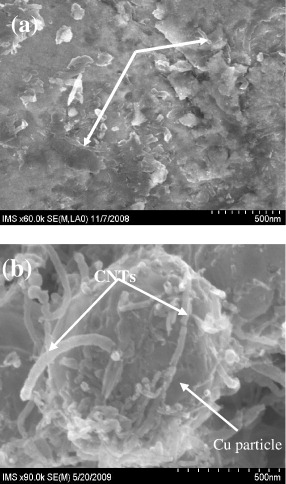
Figure 2 SEM images of Cu/CNT nanocomposite material after sintering (a) and nanocomposite powders, in which the CNTs are homogeneously implanted on the surface of individual Cu particles (b).
The fabricated Cu/CNT nanocomposite powders are consolidated into bulk Cu/CNT nanocomposite with full densification via a compacting and sintering process. During sintering, the necks at the contact areas between the powder particles grew. As a consequence, a clear evolution of the pore morphology could be observed. The different shrinkage could then be attributed to the effect of the alloying elements on one or more of the following factors: the diffusion coefficients, the vapor pressure, the thermal expansion coefficients of the microstructural constituents and the volume change of the phase transformations upon cooling. During sintering, one of the punch surfaces was placed on such a plate, and the related frictional forces slightly opposed shrinkage. On the opposite surface, the shrinkage was free, such that some inclination occurred between the die surfaces. Figure 3 shows the variation in density of the Cu/CNT nanocomposites with the mass fraction of CNTs and different sintering temperatures.
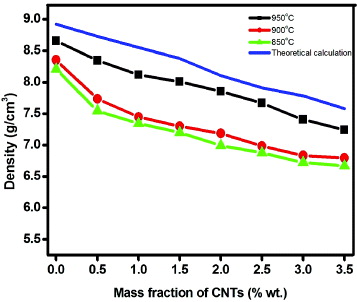
Figure 3 The dependence of the density of the Cu/CNT nanocomposite on the sintering temperature.
The nanocomposites with a high mass fraction of CNTs exhibited high porosity by the structure of the CNTs. Therefore, the density of Cu/CNT nanocomposites will be decreased, as the results showed in figure 3. With different sintering temperatures, we can see that the density of the Cu/CNT nanocomposite increases with the sintering temperature at each reinforced fraction of the CNTs. At 950 °C, the density of Cu/CNT nanocomposite achieves the largest value and the density is close to the theoretical values. This can be explained as follows. The CNT material is processed in an acid environment in which there exists an organic functional group, like carboxyl (–COOH) or hydroxyl (–OH). At higher temperatures, the impurities in the flour mixture of the original composite material were pushed out completely. So the process of shrinking of the particles was enhanced, leading to a reduction in the volume of the Cu/CNT nanocomposite while the mass of the material increases. Therefore, the determined results are the density of Cu/CNT nanocomposite increasing.
The hardness of the nanocomposites with different mass fractions of the CNTs is shown in figure 4. The hardness was measured by the Brinel hardness test. A considerable enhancement of the hardness was observed by the addition of the CNTs to the Cu matrix. The hardness increased almost linearly with increasing CNT mass fraction up to 3% and decreased with a reinforced fraction larger than 3 wt%. To explain the carrying capacity of the Cu/CNT nanocomposites, we assumed that the Cu matrix has the ability to transfer and distribute external force to the reinforcement material. The external force loaded on the Cu matrix itself is reduced. Here, the reinforcement material is the CNTs, which have high strength so that the Cu/CNT nanocomposites have a mechanical durability greater than that of the pure Cu matrix. Sintered at different temperatures, with a sintering temperature of 900 °C, the hardness of the material gives the best value of 39.4 HB at the rate of 3 wt%. The CNTs were reinforced, about 1.14 times higher than that of the Cu without CNTs. At the sintering temperature of 950 °C, the hardness of the Cu/CNT nanocomposite was lower than the value sintered at 900 °C. This suggests that the reinforcement effect was not completely sure. For example, increasing the sintering temperature from 900 °C to 950 °C, after sintering at 3% (wt), led to a reduction in hardness from 39.4 to 37.8 HB, whereas the opposite results might have been expected. This may be explained by the fact that at a sintering temperature of 950 °C, grain growth has occurred, which according to Hall–Petch theory has led to lower hardness [20], as shown in figure 4.
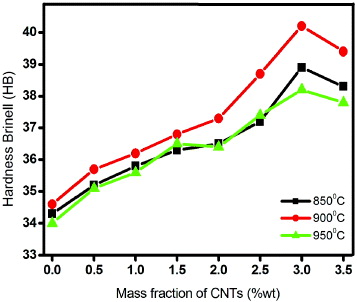
Figure 4 Dependence of the Brinel Hardness (HB) of the Cu/CNT nanocomposite on the mass fraction of the CNTs.
4. Conclusion
In this work, Cu/CNT nanocomposites were prepared via a powder metallurgy method. By changing the sintering temperature, the density and harness of this material were changed. The following conclusions can be derived from the present studies. The density of the Cu/CNT nanocomposite increases with increasing sintering temperature. At a 950 °C sintering temperature, the measured density of the nanocomposite is close to the theoretical values. The hardness of the Cu/CNT nanocomposite increases with increasing mass fraction of the reinforcement material from 0 to 3 wt% CNTs, and it decreases when the mass fraction of the CNTs is reinforced in the nanocomposite larger than 3 wt%. The sintering temperature point to obtain the best effect of the reinforcement material was determined to be 900 °C.
Acknowledgments
We are grateful for the support of the Research and Development of Technology program, Vietnam Academy of Science and Technology (VAST). Part of this work was done with the help of the National Basic Research Fund (Nafosted, code: 103.03.47.09) and the fund of the AOARD 104140 Project.